Inställning av rörbockningsverktyg vid dragbockning
Profilskivan
Monteras så att den fasta backen ligger parallellt med bockriktningen.
Låsback
Kontrollera att höjden stämmer mot profilskivan samt att backen ligger parallellt med profilskivans back. Justera låstrycket så att röret ej glider i backarna under bockningen.
Stödskenan
Sätt i ett rör i låsbackarna och lås fast detta. För stödskenan mot röret och lås fast. I princip skall stödskenan ligga mot röret utan tryck. Vid behov efterjustera i små steg.
Dorn
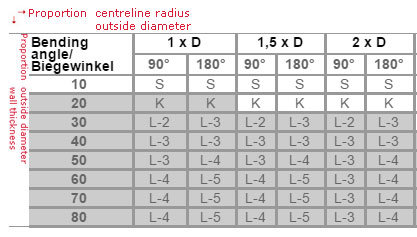
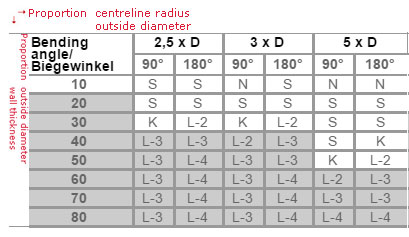
Välj typ av dorn enligt tabell. Ställ in dornen så att en del av dornkroppen, max ca. 0,5 x rörets inner-diameter, ligger framför centrum av verktyget. Prova olika lägen för bästa resultat.
Stödsko
Lås fast ett rör mellan låsbackarna och sätt intill stödskenan. Skjut därefter fram stödskon så långt som möjligt, spetsen ska då ligga nästan framme vid centrum av profilskivan, och lås fast. Stödskon ska ligga parallellt med stödskenan eller med den bakre delen något längre ifrån stödskenan.
Stödsko rekommenderas när proportionen utvändig diameter/väggtjocklek ligger inom det grå fältet.
N =Ingen dorn S =Standard dorn K =Kuldorn L =Länkdorn (Siffran anger rekommenderat antal kulor i länkdornen.)
Kontakta oss
Om du behöver mer information kring verktygen, eller annan hjälp. Vi är alltid tillgängliga.